Koordenatu automatikoko kaxak ontziratzeko linea





Koordenatu automatikoen kasuaontziratze-lerroa,
ontziratze-lerroa,
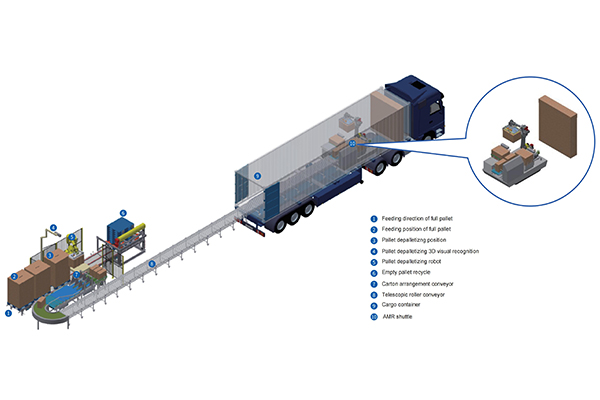
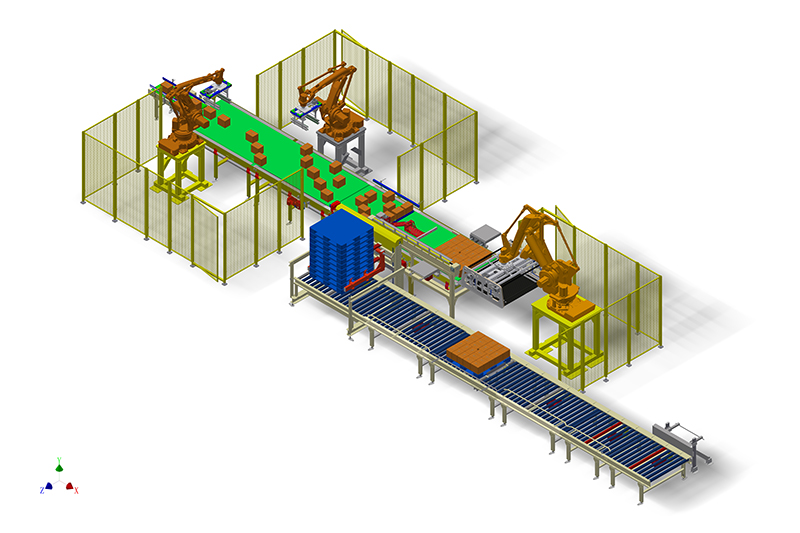
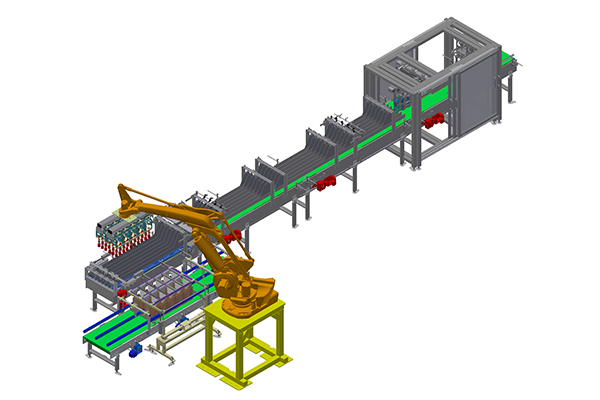
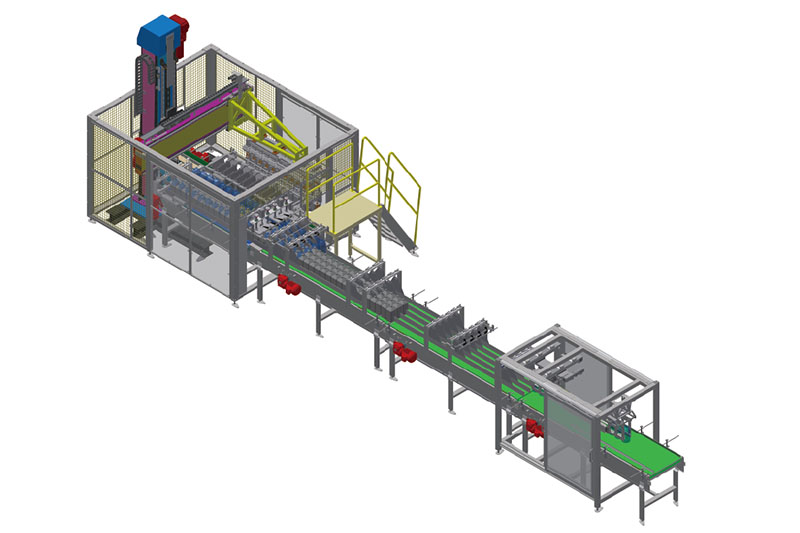
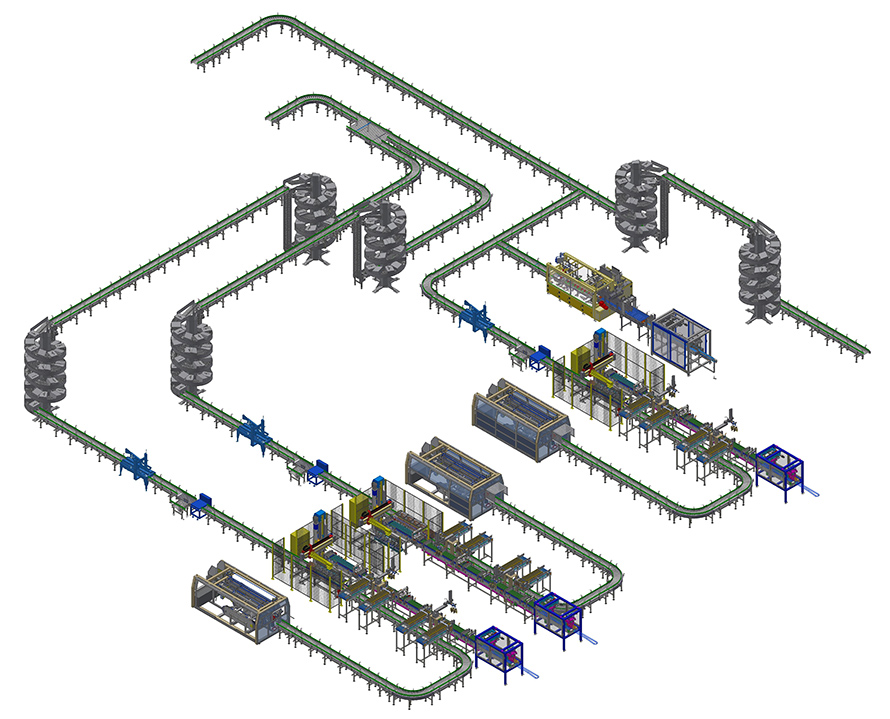
Ontziratze-ekoizpen lerroak abiadura handiko zatitzaile bat, produktuak garraiatzeko lerro bat, helduleku garraiatzeko lerro bat, Hbot bat, ardatz bikoitzeko mugitzeko mekanismo bat, kaxak garraiatzeko lerro bat, detekzio-mekanismo bat, kartoizko partizio-hartgailu bat, kartoizko partizio-elkarrizketa sistema bat, servo-koordenatu bat, botilen hartgailu bat eta babes-hesi bat ditu. Abiadura handiko zatitzaileak produktuak hainbat erreietan banatzen ditu, eta ardatz bikoitzeko mugitzeko mekanismoak produktuen igarotzea bizkortzen du. Produktua kartoizko partizio-estaziora iritsi ondoren, Scar robotak kartoizko partizioa produktu antolatuetan sartzen du. Produktuak sailkapen-garraiatzailera iristen dira. Ondoren, produktuak hartzaileak hartu eta kartoizko kaxan jartzen ditu, eta kaxa-garraiatzaileak produktua duen kaxa garraiatzen du.
Ontziratze sistema osoaren diseinua
Konfigurazio nagusia
| Beso robotikoa | ABB/KUKA/Fanuc |
| Motorra | SEW/Nord/ABB |
| Servo motorra | Siemens/Panasonic |
| VFD | Danfoss |
| Sentsore fotoelektrikoa | GAIXOA |
| Ukipen-pantaila | Siemens |
| Tentsio baxuko aparatua | Schneider |
| Terminala | Fenix |
| Pneumatikoa | FESTO/SMC |
| Xurgatze-diskoa | PIAB |
| Errodamendua | KF/NSK |
| Hutsean ponpa | PIAB |
| PLC | Siemens /Schneider |
| HMI | Siemens /Schneider |
| Kate-plaka/katea | Intralox/rexnord/Regina |
Egitura nagusiaren deskribapena




Bideo emanaldi gehiago
- Kartoizko partiziodun beirazko botiletarako kaxa-ontziratzeko servo koordinatuko makina
Nola funtzionatzen du ontziratzeko makinak? Produktuak prozesu automatizatu batzuen bidez igarotzen dira
eta urrats ordenatuak, besteak beste, garraiatze-ekoizpen-lerroan sailkatzea, sailkatzeko biratzea, buffer azeleratu bat, ontziratzeko makina bat, zigilatzeko mekanismo automatiko bat eta, azkenik, garraiatze-lerroaren irteera.